专业从事铝材销售及铝单板加工
及其余各种金属材料加工制造
咨询热线:
13628012272
及其余各种金属材料加工制造
咨询热线:
13628012272

17
2024.04
15
2024.04
17
2024.03
23
2024.02
08
2024.02
Company

成都龙芹商贸有限公司成立于2017年,是集不锈钢板材批发,不锈钢加工(剪、折、刨槽、冲孔、激光切割)专业技工制作,工程制作施工于一体的综合性实力企业。历经多年的努力与创新,在广大客户的信赖与支持下,一直坚持“恪守信誉、以人为本”的经营理念,“科技创新、质量过关”的管理信念,现已成为四川地区不锈钢材料批发、加工、工程、制作于一体的企业。核心价值观:诚信、责任、协作、创新、感恩诚信:是核心价值观的品质,诚是… ...
Read More
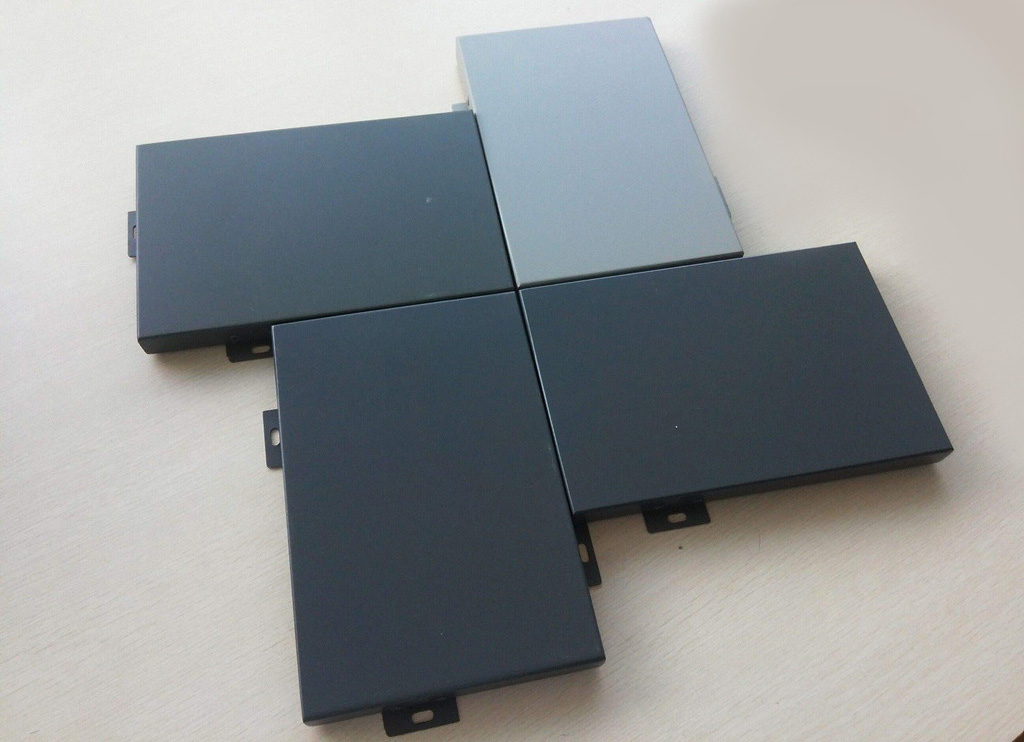
下面我们来看下成都不锈钢加工中折弯加工的一些注意事项:

1、铝板的常规厚度为1.5mm, 2.0mm, 2.5mm, 3.0mm,可以控制15mm到20mm之间的厚度。在弯曲之前,确定合适的模具,然后调整定位。在弯曲机槽内还要粘好保护膜,以避免铝板的压力。
2、在弯曲过程中,要仔细检查图纸和要求,确定弯曲顺序后再进行弯曲处理。此外,根据弯曲角度大小的不同,机床应进行适当的调整,以 产品能够满足客户要求的尺寸和质量。
3、特殊情况特殊处理,如较大的铝板弯曲成形加工的形状,在弯曲时需要携带工件,防止弯曲板的单边弯矩和在巨大压力下弯曲。还有,冲压、雕刻、镂空铝板在弯曲时需要非凡注意,会轻易折断的边缘。
4、成都不锈钢折弯加工后,要注意轻拿轻放,防止碰撞或划伤,并按区域摆放在车上,便于后续的加工。
5、弯曲后仔细检查,有没有明显的划痕和擦伤,弯曲角度误差在1°,弯曲高度误差控制在0.5毫米。
通过以上内容,你知道在进行成都不锈钢加工时需要我们加以注意的地方有哪些了吗?


 当前位置:
当前位置:


 热门推荐
热门推荐






 您有1条未读询盘信息!
您有1条未读询盘信息!