专业从事铝材销售及铝单板加工
及其余各种金属材料加工制造
咨询热线:
13628012272
及其余各种金属材料加工制造
咨询热线:
13628012272

17
2024.04
15
2024.04
17
2024.03
23
2024.02
08
2024.02
Company

成都龙芹商贸有限公司成立于2017年,是集不锈钢板材批发,不锈钢加工(剪、折、刨槽、冲孔、激光切割)专业技工制作,工程制作施工于一体的综合性实力企业。历经多年的努力与创新,在广大客户的信赖与支持下,一直坚持“恪守信誉、以人为本”的经营理念,“科技创新、质量过关”的管理信念,现已成为四川地区不锈钢材料批发、加工、工程、制作于一体的企业。核心价值观:诚信、责任、协作、创新、感恩诚信:是核心价值观的品质,诚是… ...
Read More
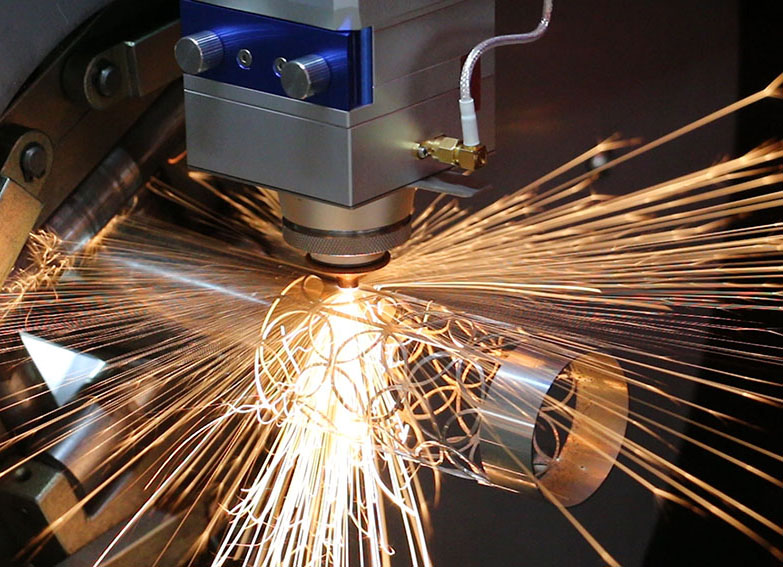
众所周知,成都激光切割常用的气体有空气、氧气和氮气,用激光切割不同的材料时所需的辅助气体往往也不一样,我们为大家讲讲空气、氧气、氮气三种气体的区别并分别展示切割效果及效率
1.空气
空气切割因成本低,只需要一台空压机和设备本身的电费消耗,广受激光加工客户的喜爱。但切割也存在一些劣势,一,切面可能会产生毛刺,并且随着厚度的增加,毛刺越明显,需要二次加工清理,会降低整个产品的生产效率。二,切面会发黑,影响产品质量。所以,对于断面光滑度和颜色要求不高,且追求效率的客户,可以采用空气进行切割。我们用2万瓦的空气切割分别切割了14mm和25mm的碳钢板,14mm的碳钢板底部几乎没有毛刺,成品较好,而25mm的碳钢板效果明显比14mm效果稍差。
【空气切割主要适用】不锈钢、碳钢、铝板、 黄铜等材料切割。

2.氧气
氧气切割是常见、传统的切割方式。氧气与铁元素的化学反应热促进金属吸热熔化,可以大幅度提高切割效率,实现更厚材料的切割,明显提高激光切割机的加工能力。氧气切割相较于空气切割,断面会更光滑,切割更厚的板材时,效果会更好。
氧气切割的劣势是,在切割时,由于氧气的存在,会在切口端面产生明显的氧化膜,使切口断面发黑,并且用氧气切割会对切割面周围材料产生淬火效应,增加这部分材料的硬度,对后续加工造成一定的影响。
【氧气切割主要适用】碳钢、不锈钢、电镀钢板、紫铜等材料切割。
3.氮气
采用氮气作为辅助气体切割时,氮气会在熔化的金属周围形成保护氛围,防止材料被氧化,从而确保型材的质量。用氮气切割的材料,端面质量优良,不含任何杂质,切口端面为金属本色。这种端面非常容易接受粉末涂料,并且还确保了适当的焊接表面。通常不需要任何二次操作。氮气也有它的劣势,因其不与金属产生化学反应,没有反应热的产生,切割能力不如氧气,而且氮气切割的氮气消耗量比氧气大数倍,切割成本要高于氧气切割。在使用氮气切割时,我们需要注意,气体流量的改变对切割的影响很大,在保证切割气体压力的情况下,一定要保证气体流量的充足。
【氮气切割主要适用】不锈钢、铝、碳钢、黄铜等材料切割。
综合分析
若切割≤20mm的碳钢板,用空气和氧气切割成品差别不大,但空气切割效率会更高。
若切割≥25mm的碳钢板,要想保证切割效果,用氧气切割更合适,或者在用空气切割时,将功率调到更大。
在切割不锈钢和铝等材料时,要想保证端面光滑且不被氧化,则需要用氮气进行切割。
在不考虑成品效果,只考虑成本的前提下,氮气成本更高,其次是氧气和空气。
综上所述,要想找到适合成都激光切割的辅助气体,得从设备功率、切割材料、切割成本等因素多重考量。适合自己的辅助气体,才是好的气体。


 当前位置:
当前位置:


 热门推荐
热门推荐






 您有1条未读询盘信息!
您有1条未读询盘信息!